Homepage / Applications / Precision drilling
LASER PRECISION DRILLING – SUPER FAST WITH MINIMAL WEAR
In addition to the wide range of possibilities, the high accuracy and repeatability as well as the enormous speed, laser drilling has another key benefit: The laser works almost wear-free.
PROCESS – WEAR-FREE DRILLING WITHOUT CHIPS

Up to 1,000 drill holes per second even in hard-to-reach positions
Up to 5 µm hole diameter
Wear-free tool
No need for post-treatment
Scope of Service

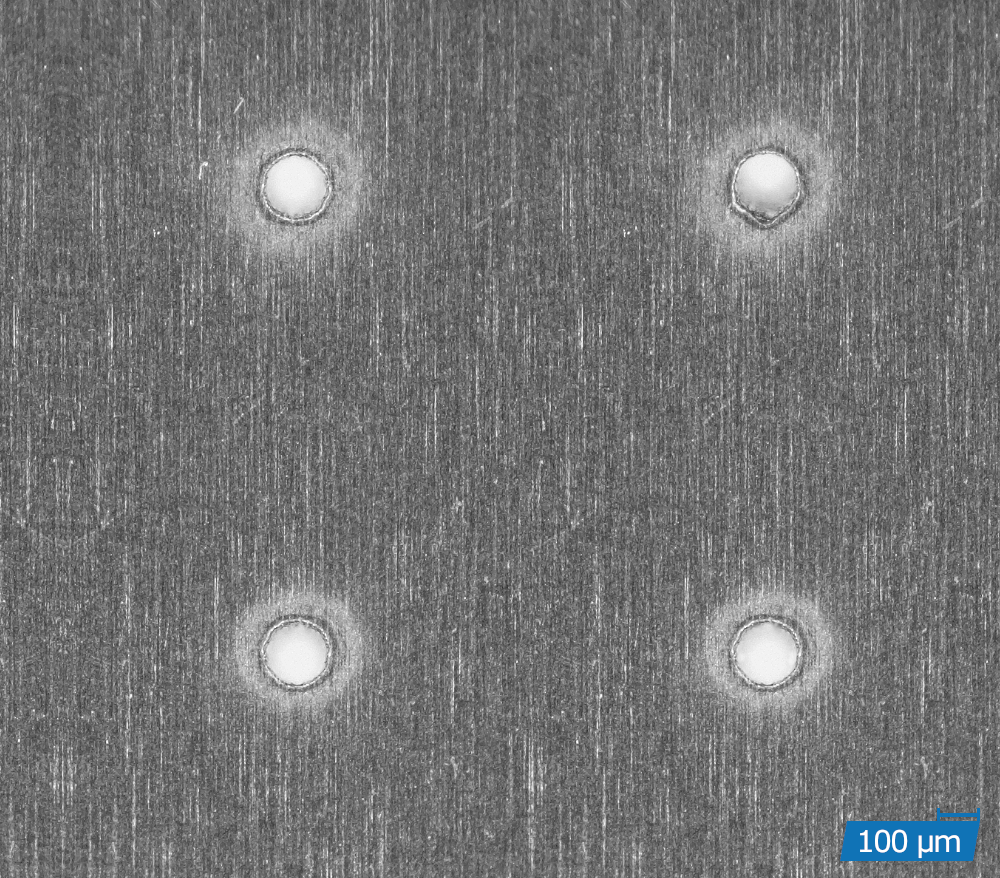
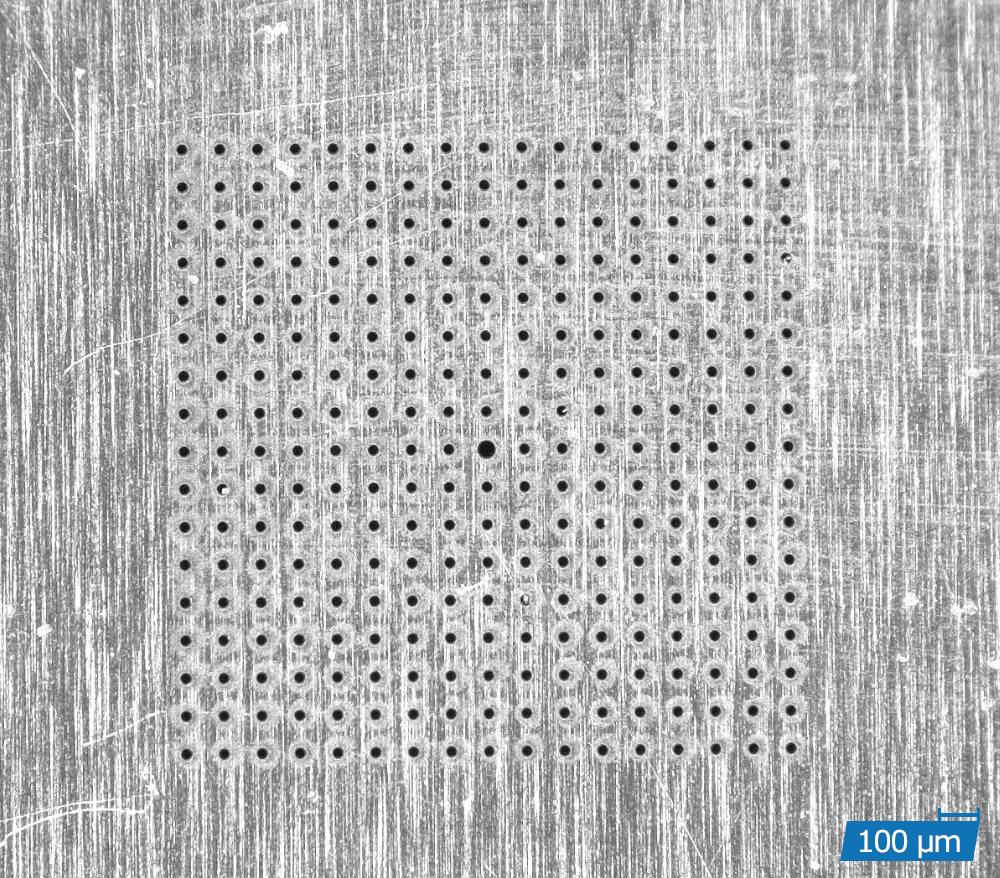
Single pulse process
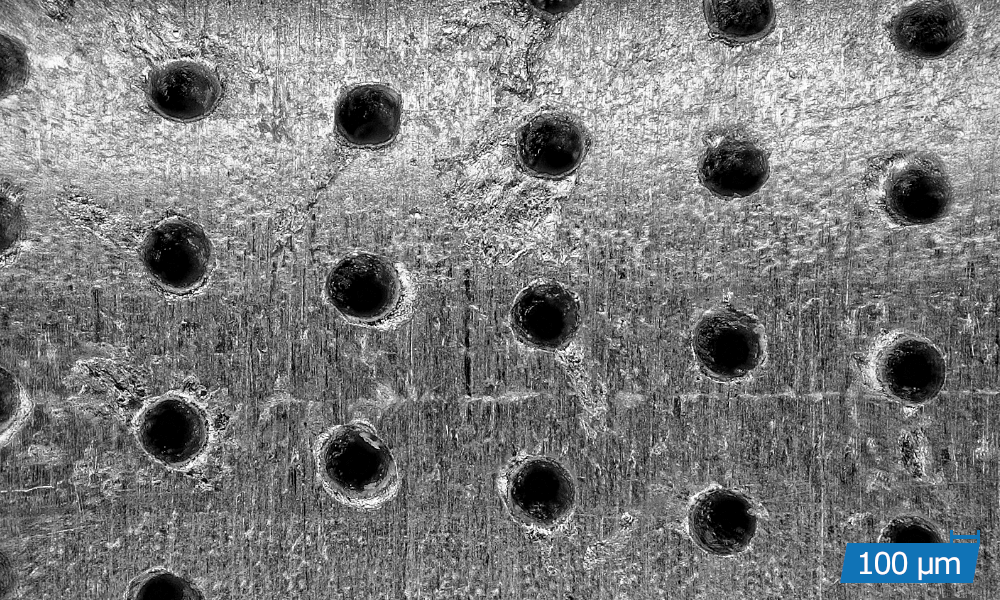
Percussion process
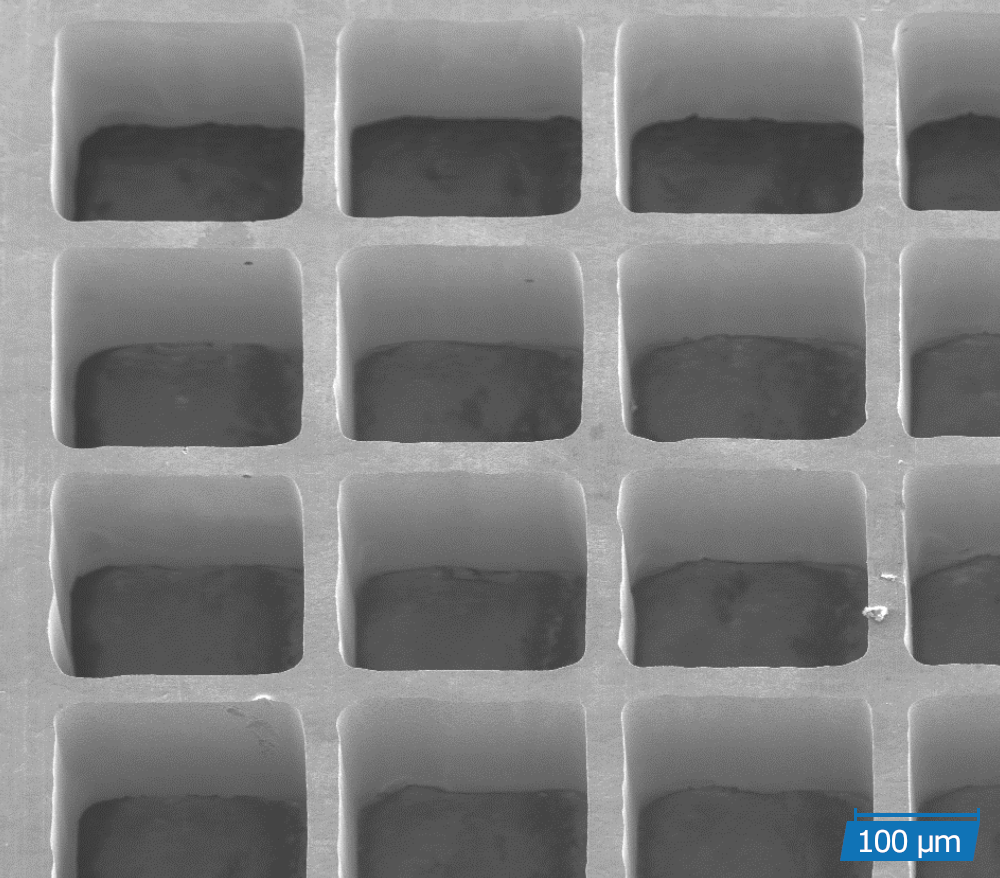
Trepanning process
APPLICATION EXAMPLES

APPLICATION EXAMPLES
Single pulse process
{kind=link}

Trepanning process

Thanks to the process gas, the melted material is blown out through the exit side of the hole.
Industries

Laser Systems

Laser Job Shop
